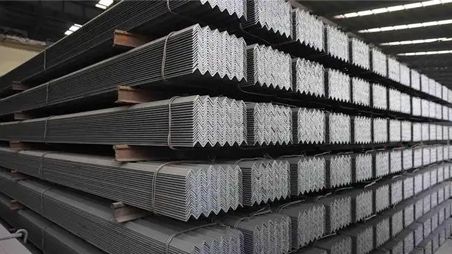
角铁俗称角钢,是两边互相垂直成角形的长条钢材。有等边角钢和不等边角钢之分。等边角钢的两个边宽相等。角铁规格型号有很多种,你知道如何划分吗?角铁的作用有哪些?角铁广泛地用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库。下面一起来详细了解一下角铁的相关知识吧。
角铁和角钢是同一种材料吗
是相同材料。角钢俗称角铁,其截面是两边互相垂直成直角形的长条钢材。角钢有等边角钢和不等边角钢之分,两垂直边长度相同为等边角钢,一长一短的为不等边角钢。其规格以边宽×边宽×边厚的毫米数表示。
角钢属建造用碳素结构钢,是简单断面的型钢钢材,主要用于金属构件及厂房的框架等。在使用中要求有较好的可焊性、塑性变形性能及一定的机械强度。生产角钢的原料钢坯为低碳方钢坯,成品角钢为热轧成形、正火或热轧状态交货。
角铁规格型号大全
主要分为等边角钢和不等边角钢两类,其中不等边角钢又可分为不等边等厚及不等边不等厚两种。
1、角钢的规格用边长和边厚的尺寸表示。
目前国产角钢规格为2—20号,以边长的厘米数为号数,同一号角钢常有2—7种不同的边厚。进口角钢标明两边的实际尺寸及边厚并注明相关标准。一般边长12.5cm以上的为大型角钢,12.5cm—5cm之间的为中型角钢,边长5cm以下的为小型角钢。
2、进出口角钢的定货一般以使用中所要求的规格为主,其钢号为相应的碳结钢钢号。也是角钢除了规格号之外,没有特定的成分和性能系列。
3、角钢的交货长度分为定尺、倍尺两种,国产角钢的定尺选择范围根据规格号的不同有3—9m、4—12m、4—19m、6—19m四个范围。日本产角钢的长度选择范围为6—15m。
4、不等边角钢的截面高度按不等边角钢的长边宽来计算。指断面为角形且两边长不相等的钢材。是角钢中的一种。其边长由25mm×16mm~200mm×l25mm。由热轧轧机轧制而成。一般的不等边角钢规格为:∟50*32--∟200*125厚度为4-18mm。
5、不等边角钢广泛应用于各种金属结构、桥梁、机械制造与造船业、各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库等。
角铁的用途有哪些
角铁可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。广泛地用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库。
相关资讯/ RELATED NEWS
MORE

服务热线

微信扫一扫

返回顶部